

Секрет качества титановых листов: контроль всего производственного процесса от выплавки до сварки
2026-03-25
Среди множества материалов, используемых в промышленном производстве, титановые листы благодаря своей уникальной коррозионной стойкости стали «лучшим выбором» в таких отраслях, как химическая промышленность, авиация и автомобилестроение. На их поверхности быстро образуется плотная и устойчивая оксидная пленка — этот «естественный защитный щит» обеспечивает титановым листам максимальную
стабильность в растворах кислот, щелочей и солей, а также в окисляющих средах, при этом их коррозионная стойкость значительно превосходит показатели нержавеющей стали и обычных цветных металлов. Однако эти превосходные качества не являются врожденными, а являются результатом тщательной проработки каждого этапа — от выплавки до сварки. Сегодня мы разберем ключевые моменты контроля качества титановых листов и посмотрим, как производится высококачественный титановый лист.

Технология плавки: основа качества титановых листов, три ключевых фактора, определяющих конечный результат
Качество титановых листов определяется ещё на этапе плавки. Три основных контрольных показателя — химический состав, чистота титановой расплавленной массы и качество литейных заготовок — напрямую определяют базовые эксплуатационные характеристики титановых листов, поэтому здесь недопустима ни малейшая небрежность.
| Ключевые контрольные точки | Управлять ключевыми моментами | негативное воздействие | Отраслевые стандарты/решения |
| Химический состав | Точная регулировка содержания элементов в сплаве в зависимости от условий эксплуатации | Характеристики не соответствуют эксплуатационным требованиям; прочность и коррозионная стойкость не соответствуют установленным стандартам | Индивидуальная настройка с учетом конкретных потребностей и корректировка соотношения различных элементов |
| Чистота титановой воды | Строгий контроль содержания газов, вредных элементов и примесей | Поры ухудшают механические свойства; нарушение микроструктуры влияет на коррозионную стойкость; включения оксидов значительно сокращают усталостную долговечность | Шведский стандарт SKF: содержание кислорода < 15×10⁻⁶, включения класса D < включения класса B; удаление примесей с помощью специальных методов плавки, таких как электродуговая переплавка с электрошлаковым покрытием и вакуумная дуговая переплавка |
| Качество заготовки | Предотвратить расслоение компонентов и обезуглероживание, обеспечить сохранность поверхности | Фазовый сепарация приводит к неравномерности характеристик различных участков титановой пластины; обезуглероживание снижает твердость поверхности, что сказывается на износостойкости и коррозионной стойкости; дефекты поверхности вызывают появление трещин | Строгий контроль на всех этапах: от сырья до готовой продукции — на каждом этапе проводится проверка качества |
Специфические требования промышленности: два основных показателя, определяющих пригодность титановых листов для промышленного применения
Что касается титановых листов промышленного назначения, то помимо базовых требований, предъявляемых на этапе выплавки, два ключевых показателя — прокаливаемость и усталостная прочность — напрямую влияют на эффективность и срок службы в реальных условиях эксплуатации и являются обязательными требованиями в промышленности.
| Ключевые показатели | Значение показателя | Управлять ключевыми моментами | важность |
| проникающая способность | Способность титановых пластин к формированию однородной мартенситной структуры при закаливании | Обеспечить однородность микроструктуры и механических свойств титановой пластины | Определяет надежность использования титановых пластин, особенно применительно к пружинным деталям, и обеспечивает стабильность характеристик поперечного сечения |
| Срок службы | Устойчивость титановых пластин к усталостным трещинам | Строго контролировать содержание и тип включений, уделяя особое внимание снижению доли включений типа D | Это напрямую влияет на срок службы титановых пластин, причем вред, наносимый включениями класса D, гораздо больше, чем включениями класса B |
Технология сварки: «последний штрих» к качеству, стандарты для всего процесса сварки TiG
Титановые листы обладают особыми физико-химическими свойствами, и технология их сварки значительно отличается от технологий сварки обычных металлов. Этот этап можно назвать «решающим» для качества титановых листов: если сварка выполнена некачественно, все предыдущие усилия пойдут насмарку. В настоящее время для сварки титановых материалов преобладает технология TiG, суть которой заключается в всесторонней защите зоны сварки инертным аргоном. От подбора аргона до выполнения сварки — на каждом этапе действуют строгие стандарты.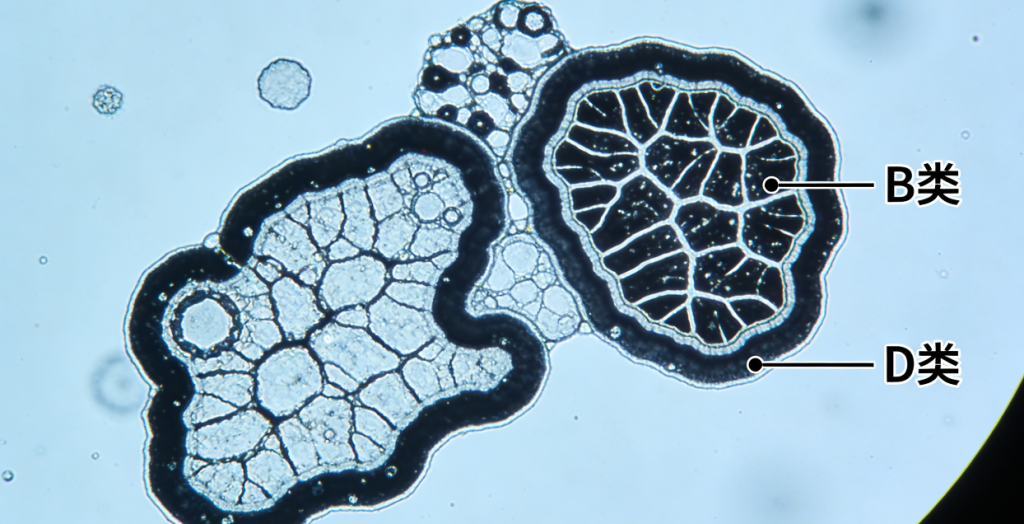
Отбор аргона: «жесткие стандарты» для защитных газов
Поскольку аргон является основным защитным газом при сварке, его качество напрямую определяет качество сварки. Перед использованием необходимо провести двойную проверку, чтобы убедиться в соответствии требований к чистоте и содержанию влаги: 1. Проверка сертификатов: сверка заводского сертификата качества баллона и проверка показателей чистоты; проверка баллонного клапана на предмет утечек и неисправностей для обеспечения нормальной подачи газа
2. Технические требования: чистота ≥99,98 %, содержание воды <50 мг/м³, а также аргон промышленного класса I
Процесс сварки: три основных требования, каждое из которых является обязательным
При сварке необходимо строго избегать трех основных проблем: загрязнения, крупнозернистой структуры и остаточных напряжений. Качество сварки обеспечивается за счет точного контроля параметров и технологических процессов:
| Требования к сварке | Конкретные требования | Последствия нарушения | Меры контроля |
| Предотвращение загрязнения | Когда температура металла в зоне сварки достигает ≥250 °C, необходимо обеспечить изоляцию от активных газов (N, O, H) и вредных примесей (C, Fe, Mn) | Нарушение оксидной пленки на титановых пластинах, снижение коррозионной стойкости, появление трещин и других дефектов | Усилить защиту аргоном и предотвратить попадание воздуха в зону сварки |
| Избегать крупнозернистой структуры | Предотвратить образование крупнозернистой структуры после сварки | значительное снижение механических характеристик и коррозионной стойкости титановых пластин | Рациональный выбор сварочного тока, напряжения и скорости, а также строгий контроль теплового воздействия при сварке |
| Контроль остаточных напряжений и деформаций | Выполнять сварку в соответствии с запланированной последовательностью работ, избегая чрезмерных напряжений и деформаций | При эксплуатации титановых пластин возникают трещины и деформации, что сокращает срок их службы | Разумно спланировать последовательность сварки и использовать специальные зажимные приспособления для фиксации |

Контроль качества на всех этапах: замкнутый цикл производственных процессов, контроль на каждом уровне
Залог высокого качества сварки заключается в стандартизированном контроле на всех этапах процесса: от подготовки к сварке до последующего контроля. Каждый этап должен выполняться в соответствии со стандартами управления качеством, чтобы обеспечить контроль над всеми факторами — персоналом, оборудованием, материалами и технологиями:
1. Перед сваркой: тщательная очистка свариваемых деталей, наладка и калибровка сварочного оборудования, выявление и устранение всех потенциальных рисков
2. Во время сварки: осуществлять мониторинг параметров сварки в режиме реального времени, строго соблюдать инструкции по эксплуатации и вести протоколы работ
3. После сварки: провести визуальный осмотр и неразрушающий контроль, чтобы дважды проверить качество сварки; бракованные изделия своевременно переделать






