

Обязательно к прочтению: полный анализ контроля содержания водорода, защиты от окисления и основных характеристик при обработке титановых трубных фитингов
2026-06-23
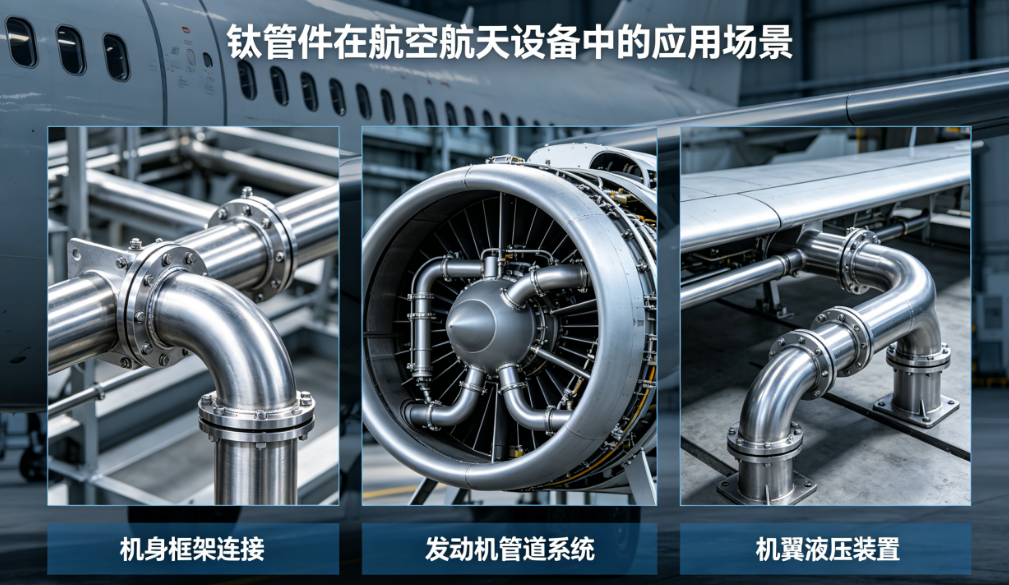
Благодаря таким ключевым преимуществам, как коррозионная стойкость, термостойкость, немагнитность и нетоксичность, титановые трубопроводные фитинги стали основным материалом в аэрокосмической, медицинской, химической отраслях и при производстве высокотехнологичного оборудования. Однако превышение допустимого содержания водорода при обработке и окисление в процессе термообработки являются двумя ключевыми факторами, определяющими срок службы и безопасность продукции: малейшая оплошность может привести к хрупкому разрушению, появлению поверхностных трещин и утрате эксплуатационных характеристик. В этой статье подробно и исчерпывающе рассмотрены следующие темы: опасность водорода, методы контроля содержания водорода, удаление окисления и деоксидация, а также характеристики материалов. Специалистам в области обработки рекомендуется сразу же добавить эту статью в закладки!
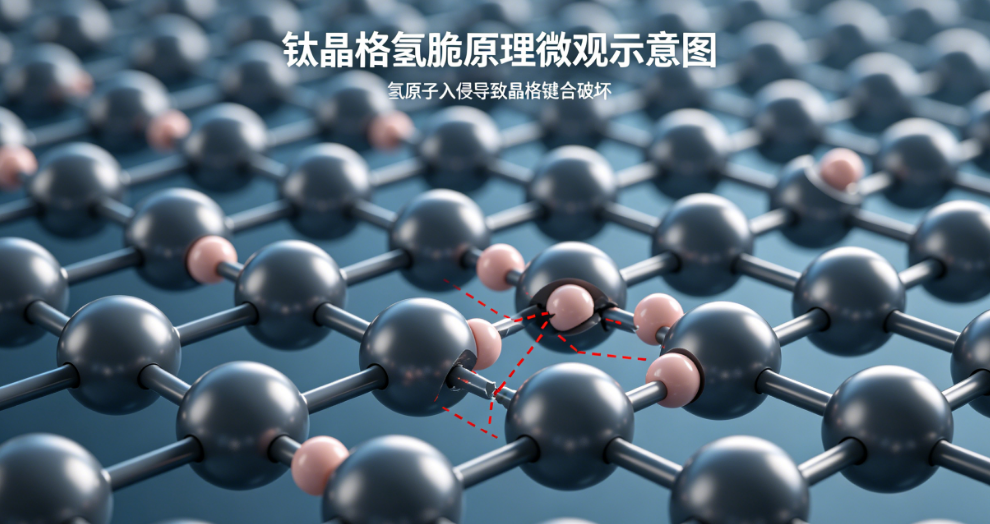
I. Превышение допустимого содержания водорода: «Убийца хрупкости» титановых фитингов — водород — является злейшим врагом титановых материалов. Попадая в кристаллическую решётку титана, атомы водорода разрушают межатомные связи, что приводит к резкому снижению вязкости и резкому повышению хрупкости титановых фитингов, а также к значительному снижению ударной вязкости и прочности на разрыв с надрезом, в результате чего при воздействии внешних сил они чрезвычайно подвержены хрупкому разрушению.
✅ Строгие отраслевые стандарты
Содержание водорода в титановых трубопроводных фитингах должно быть **≤0,015%** — это минимальный порог, обеспечивающий безопасность эксплуатации и соответствие продукции требованиям.
II. Предотвращение и контроль в 3 этапа: как уменьшить поглощение водорода в процессе обработки?
1. Перед термообработкой тщательно удалите отпечатки пальцев, жир, следы шлифования и остатки примесей — все это является «носителями» водорода и подлежит полному удалению.
Рекомендуемые методы: очистка органическими растворителями, ультразвуковая очистка, чтобы гарантировать отсутствие масла, воды и загрязнений на поверхности.
2. Строгий контроль условий в печи для термообработки — водяной пар является основной причиной поглощения водорода!
• Тщательный предварительный нагрев печи для удаления влаги
• Подача сухого инертного газа
• Поддержание сухой и бескислородной среды внутри печи
Предотвращение попадания водорода в титановые материалы за счет контроля условий окружающей среды.
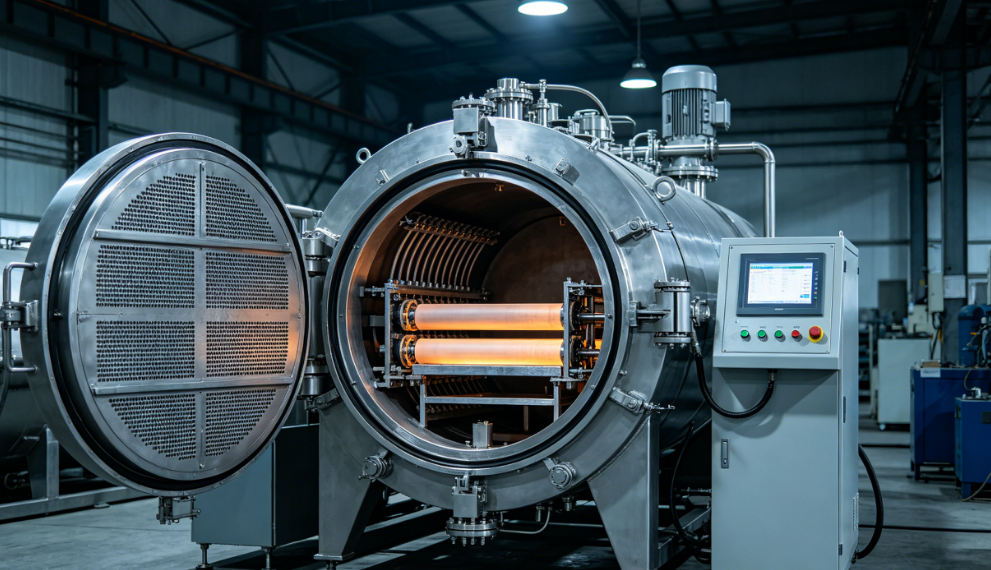
3. Превышение допустимого содержания водорода? Используйте вакуумный отжиг. В случае превышения допустимого содержания водорода вакуумный отжиг является наиболее эффективным способом удаления водорода:
• Вакуумная среда значительно снижает парциальное давление водорода, ускоряя его выделение
• Надлежащий нагрев повышает способность атомов водорода к диффузии
• Индивидуальная настройка температуры и времени выдержки в соответствии с техническими требованиями и содержанием водорода позволяет быстро вернуть содержание водорода в пределы нормы.
III. Окисление при термической обработке: предотвращение хрупкости поверхности и брака. Титан очень легко окисляется при высоких температурах; при **температуре > 540 °C** скорость окисления резко возрастает, образуя хрупкий окислительный слой, который вызывает появление поверхностных трещин и значительно сокращает срок службы.
1. Три метода удаления окислительного слоя:
• Механическая обработка: резка/шлифование, подходит для толстых окислительных слоев
• Травление: система фтористоводородной и азотной кислот, с строгим контролем концентрации, температуры и времени
• Химическая полировка: комбинация химического и механического воздействия, обеспечивающая более гладкую и ровную поверхность
2. Снижение окисления на этапе производства
• Сокращение времени нагрева при высоких температурах
• Предпочтительное использование вакуумных печей или печей с аргоновой защитой
• При нагреве в печах с атмосферой воздуха необходимо использовать защитное покрытие
для максимального предотвращения окислительного загрязнения.
IV. Всё, что нужно знать: основные характеристики титановых трубопроводных фитингов
✔ Сверхвысокая коррозионная стойкость: на поверхности быстро образуется плотная оксидная пленка, обеспечивающая максимальную стабильность в окислительных, нейтральных и слабовосстановительных средах; является лучшим выбором для химической промышленности и морского строительства.
✔ Превосходная термостойкость: допускается длительная эксплуатация при температурах 600 °C и выше; стабильные механические свойства при высоких температурах, отсутствие заметного ползучести и релаксации.
✔ Немагнитность + нетоксичность: не намагничиваются в условиях сильных магнитных полей, подходят для применения в электронике и медицине; нетоксичны и безвредны, могут использоваться в имплантируемых медицинских устройствах и пищевом оборудовании.
✔ Низкий модуль упругости — примерно 57 % от показателя стали; обладают хорошей гибкостью и отличными амортизирующими свойствами, широко используются в аэрокосмической и автомобильной промышленности.
✔ Реакционная активность при высоких температурах: при высоких температурах легко вступают в реакцию с различными элементами, поэтому при обработке требуется строгий контроль условий; характеристики также можно оптимизировать путем легирования.
V. Ключевые выводы по обработке (запомните эти 4 пункта)
1. Строго контролировать содержание водорода **≤0,015%**, применяя комплексный подход: очистку, контроль в печи и вакуумный отжиг.
2. При термообработке отдавать предпочтение вакууму или инертной среде, чтобы одновременно предотвратить попадание водорода и окисление.
3. Слой кислородного загрязнения следует точно удалять с помощью механической обработки, кислотной промывки и химической полировки.
4. Исходя из свойств титановых материалов, подбирать оптимальные схемы обработки и применения.
Источник: Интернет






