

«Лучшие статьи о классических титановых сплавах» | «Nature Communications» | Разработка и применение высокопрочных β-титановых сплавов с низкими затратами
2026-05-20
Эта статья, подготовленная под руководством команды Северо-Западной национальной лаборатории США в сотрудничестве с Техасским университетом A&M и компанией Advanced Materials Products, была опубликована в журнале «Nature Communications» под названием «A low-cost hierarchical nanostructured beta-titanium alloy with high strength» (Недорогой иерархически наноструктурированный сплав бета-титана с высокой прочностью). Исследователи предложили новый метод изготовления инженерных деталей из сплава бета-титана с использованием недорогого сырья в виде порошка гидрированного титана. Благодаря равномерному распределению в матрице β-фазы выделений α-фазы микрометрового и нанометрового размеров, удалось добиться высокой прочности в недорогом β-титановом сплаве Ti-1Al-8V-5Fe (Ti185). Перевод названия статьи: «Недорогой иерархически наноструктурированный β-титановый сплав высокой прочности». DOI: 10.1038/ncomms11176
№ 2. Предпосылки исследования
Благодаря высокой удельной прочности, вязкости и коррозионной стойкости β-титановые сплавы являются идеальным материалом для облегчения конструкций, однако их широкое применение сдерживается высокой стоимостью; Ti185, являющийся недорогим β-титановым сплавом, при традиционном процессе литья слитков подвержен сегрегации железа, что приводит к образованию β-пятен, ухудшающих механические свойства, а его прочность по-прежнему можно повысить. Существует технология получения β-титановых сплавов с использованием недорогого порошка гидрированного титана (TiH₂). Полученный сплав Ti185 обладает механическими свойствами, сопоставимыми с традиционными технологиями, что создает основу для дальнейшего повышения прочности и формирования градиентной наноструктуры.
№ 3. Основные методы исследования
1. Получение сплава: из недорогого порошкового сырья TiH₂ были изготовлены заготовки из сплава Ti185, из которых путем термомеханической обработки (горячей прокатки) были получены прутки, которые затем подвергались трем различным процессам растворения + отжига (STA) (1300-900-2, 1375-900-2, 1450-900-2, единица измерения: °F), при этом была создана контрольная группа, прошедшая только обработку растворением (ST).
2. Испытания механических свойств: для образцов, полученных с помощью каждого из методов STA, проводятся одноосевые испытания на растяжение с целью определения предельной прочности на разрыв (TS), предела текучести 0,2 % (YS) и номинальной деформации при разрыве; скорость деформации составляет 10⁻³ с⁻¹.
3. Характеристика микроструктуры:
Использование метода обратного рассеяния электронов (BSE) в сканирующем электронном микроскопе для изучения морфологии, размеров и распределения выделений α-фазы на микроскопическом уровне; использование методов визуализации в светлом и тёмном поле в просвечивающем электронном микроскопе для анализа наличия и распределения вторичной α-фазы и ω-фазы на наноуровне; применение метода атомно-зондовой томографии для точного определения элементного состава α- и β-фаз, закономерностей распределения растворенных веществ, а также изменения состава β-фазы при различных технологических процессах.
4. Математическое моделирование: на основе теории критического напряжения разрыва (CRSS) построить эмпирическую модель зависимости предела текучести от расстояния между частицами основной и второстепенной α-фаз (σᵧ=Kₚ/lₚ+Kₛ/lₛ) и провести количественный анализ вклада различных α-фаз в прочность сплава.
№ 4. Внимательное чтение ключевых фрагментов 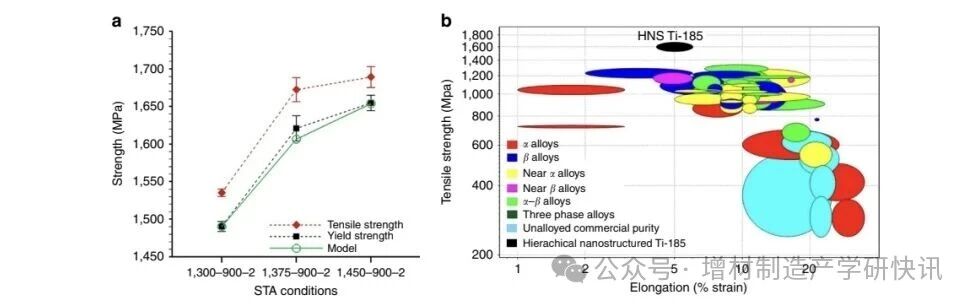
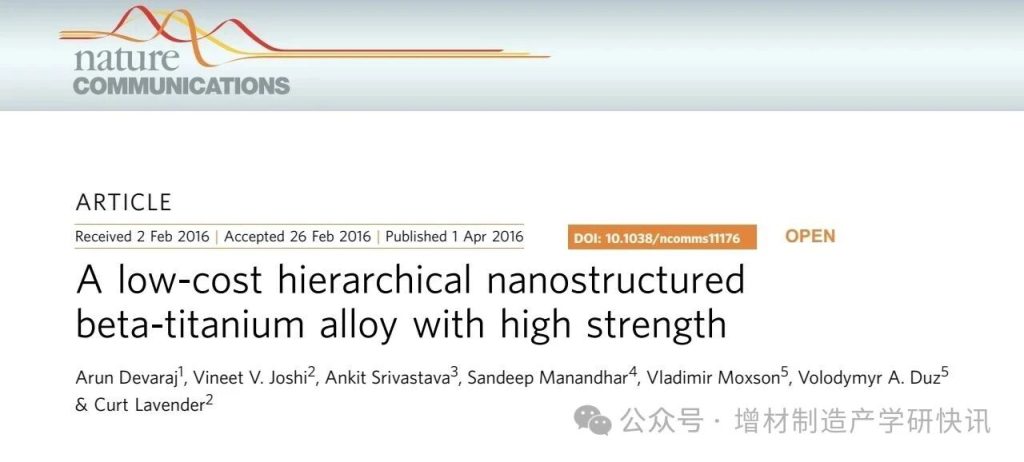
Рис. 1: Сравнение предела прочности на разрыв сплава Ti185 с коммерческими титановыми сплавами
1a: Показаны предельное сопротивление растяжению и предел текучести Ti185 при трёх различных режимах STA; при повышении температуры растворения с 1300 °F до 1450 °F предельное сопротивление растяжению увеличилось с примерно 1535 МПа до 1690 МПа, а предел текучести — с 1490 МПа до 1655 МПа; при этом прогнозируемые моделью значения хорошо согласуются с экспериментальными данными; Деформация при разрыве всех образцов составляет 4–6 %.
1b: При сравнении прочности на разрыв и деформации при разрыве у Ti185 с градиентной наноструктурой и других коммерческих титановых сплавов видно, что прочность на разрыв у Ti185 превышает аналогичный показатель у коммерческих титановых сплавов примерно на 15 %, а деформация при разрыве у них одинакова, что демонстрирует преимущества Ti185 в виде «высокой прочности при сохранении пластичности». 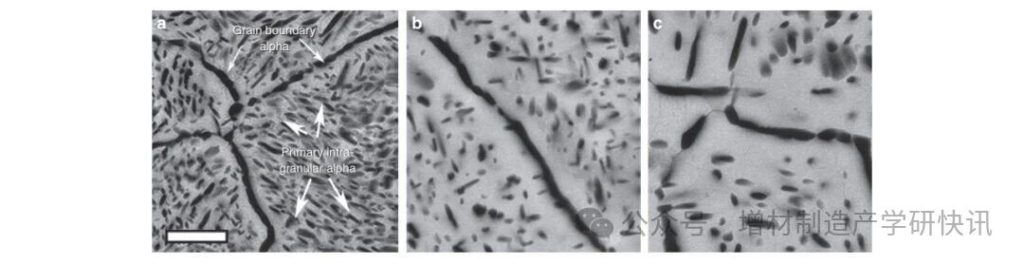 Рис. 2: Микроструктура, полученная с помощью метода SEM-BSE, для трех технологий STA
Рис. 2: Микроструктура, полученная с помощью метода SEM-BSE, для трех технологий STA
На микроструктуре образцов 1300-900-2, 1375-900-2, 1450-900-2, во всех образцах присутствует α-фаза на границах кристаллов и первичная α-фаза внутри кристаллов; с повышением температуры растворения длина, ширина и расстояние между частицами первичной α-фазы увеличиваются, а плотность значительно снижается (при 1300 °F длина первичной α-фазы составляет 2,2 мкм, ширина — 0,4 мкм, при 1450 °F длина составляет 4,2 мкм, ширина — 0,8 мкм), при этом морфология α-фазы на границах кристаллов и соотношение длины к ширине первичной α-фазы (5,25–5,5) практически не изменяются. 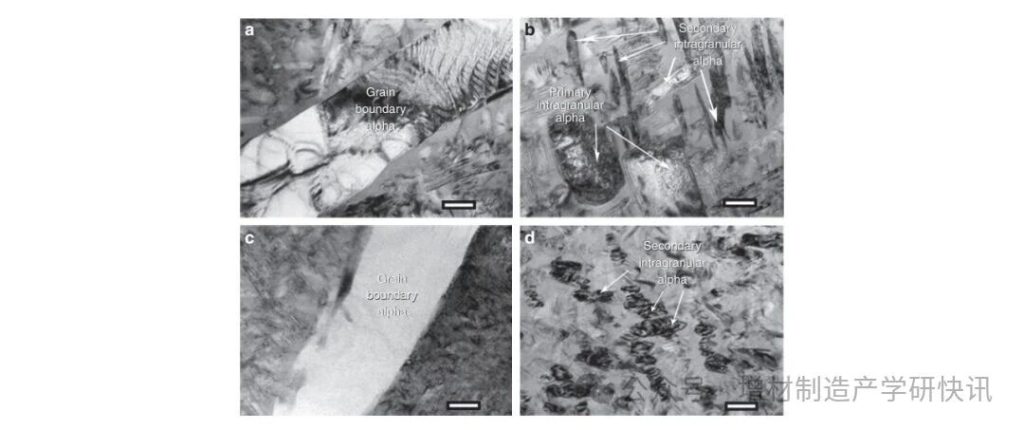 Рис. 3: ТЭМ-анализ двух технологий STA
Рис. 3: ТЭМ-анализ двух технологий STA
1. 1300–900–2 (рис. 3а, б): присутствуют α-фаза на границах кристаллов и первичная α-фаза, а также вторичная α-фаза наноразмерного масштаба (средняя ширина 54 нм, длина 386 нм, расстояние между частицами 80 нм);
2. 1450-900-2 (рис. 3c, d): вторичная α-фаза имеет меньшие размеры (ширина 34 нм, длина 66 нм) и межчастичное расстояние менее 45 нм; ее линейная плотность значительно выше, чем у образца 1300-900-2, что является основным микроскопическим фактором, определяющим повышение прочности сплава. 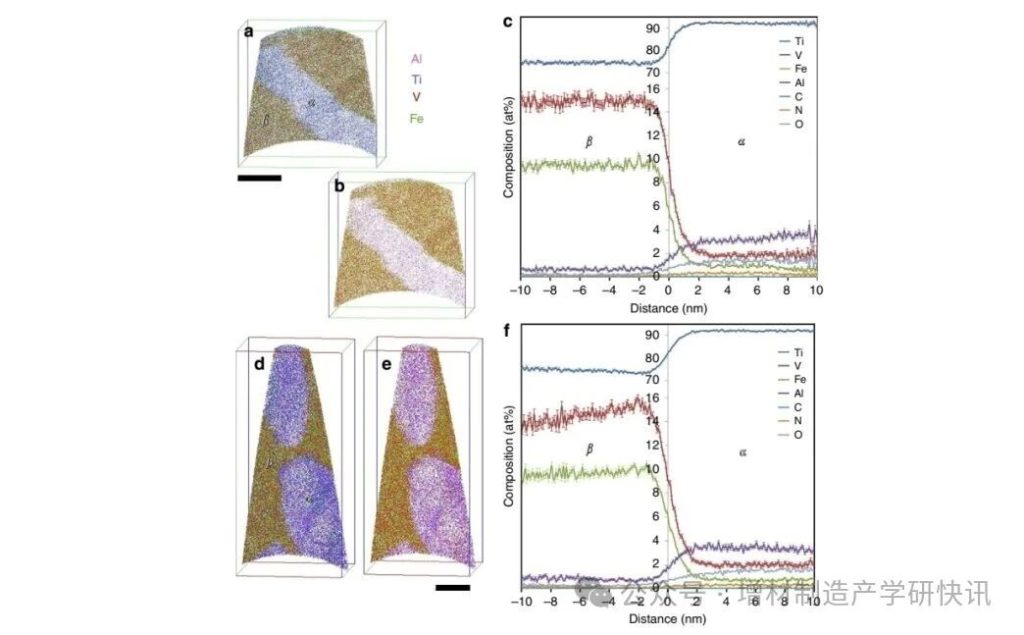
Рис. 4: Анализ распределения сольвата по фазам α/β с помощью метода APT
1. 1300–900–2 (рис. 4a–c): α-фаза имеет пластинчатую морфологию (толщина 20 нм), α-фаза обогащена Ti и Al, а β-фаза — V и Fe; четко прослеживаются особенности распределения растворенных веществ между двумя фазами;
2. 1450–900–2 (рис. 4d–f): α-фаза имеет короткую и толстую форму и меньшие размеры, однако закономерности распределения растворенного вещества между ней и β-фазой совпадают с результатами для 1300–900–2, что свидетельствует о том, что температура твердого раствора не изменяет термодинамический состав равновесия между двумя фазами. 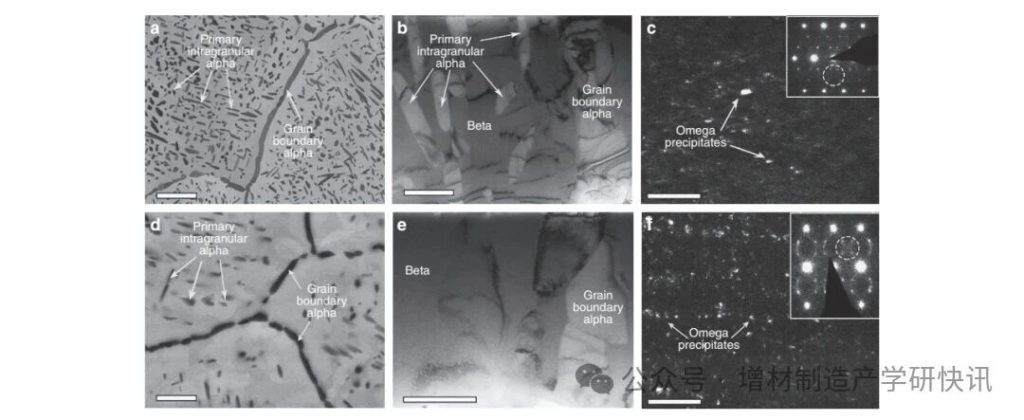
Рис. 5: Микроструктура двух технологий ST
1. 1300ST (рис. 5a–c): высокая плотность α-фазы на границах кристаллов и первичной α-фазы; в матрице β-фазы присутствует наноразмерная ω-фаза, однако ее плотность относительно низкая;
2. 1450ST (рис. 5d–f): наблюдается значительное снижение численной плотности первичной α-фазы, а численная плотность ω-фазы в матрице β-фазы значительно выше, чем в 1300ST, при этом концентрация β-стабилизирующих элементов (V, Fe) в β-фазе ниже; это свидетельствует о том, что температура растворения влияет на зарождение вторичной α-фазы в ходе последующего отжига посредством регулирования численной плотности ω-фазы. 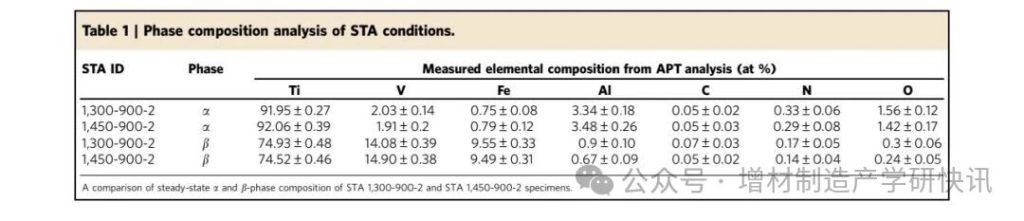 Таблица 1: Анализ состава α/β-фаз по методу APT при применении технологии STA
Таблица 1: Анализ состава α/β-фаз по методу APT при применении технологии STA
Состав элементов (в атомных процентах) в α- и β-фазах образцов 1300-900-2 и 1450-900-2 практически одинаков: содержание Ti в α-фазе составляет около 92 % (с преобладанием Al), а в β-фазе — около 74–75 % (с преобладанием V и Fe). Это подтверждает, что при различных технологических режимах STA в α- и β-фазах достигается одинаковое термодинамическое равновесие распределения растворенных веществ, а температура твердого раствора не изменяет стационарный состав обеих фаз. 
Таблица 2: Анализ состава β-фазы методом APT при применении технологии ST
Концентрация V (10,46 ат.%) и Fe (6,52 ат.%) в β-фазе 1300ST выше, чем в 1450ST (V: 8,87 ат.%, Fe: 5,74 ат.%); это свидетельствует о том, что чем выше плотность первичной α-фазы, тем больше стабилизирующих β-фазу элементов выделяется в β-фазу, что приводит к повышению концентрации растворенных веществ в β-фазе и, как следствие, к подавлению зародышеобразования ω-фазы.
№5. Заключение
1. Высокая прочность сплава Ti185 обусловлена иерархической наноструктурой — морфология α-фазы на границах зерен остается практически неизменной, при повышении температуры закалки объемная плотность первичной α-фазы снижается (вклад в прочность ослабевает), однако в β-матрице возрастает объемная плотность ω-фазы, а после отжига значительно увеличивается объемная плотность наноразмерной вторичной α-фазы, сформированной благодаря вспомогательной нуклеации с участием ω-фазы, и уменьшается расстояние между частицами (вклад в прочность существенно усиливается), при этом упрочняющее действие последнего компенсирует и превышает разупрочняющее действие первого, в результате чего прочность сплава повышается с ростом температуры закалки.
2. Предел прочности при растяжении иерархической наноструктуры Ti185 достигает 1690 МПа, что превосходит все существующие коммерческие титановые сплавы (максимум — 1580 МПа у Ti-6Al-2Sn-4Zr-6Mo), а деформация при разрушении сохраняется на уровне 4–6%, сопоставимом с коммерческими титановыми сплавами, реализуя сочетание «высокой прочности и сохранной пластичности»; одновременно для его изготовления используется низкостоимостный процесс на основе порошка TiH₂, что значительно снижает производственные расходы.
3. Раскрытие закономерностей микроструктуры показывает, что при различных режимах STA термодинамическое равновесное распределение растворенных элементов в α/β-фазах остается одинаковым, а однородность α-фазы на границах зерен является ключевым фактором сохранения пластичности сплава; температура закалки путем регулирования концентрации растворенных элементов в β-фазе и объемной плотности ω-фазы позволяет управлять размером и распределением вторичной α-фазы, а следовательно, контролировать прочность сплава.






